- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

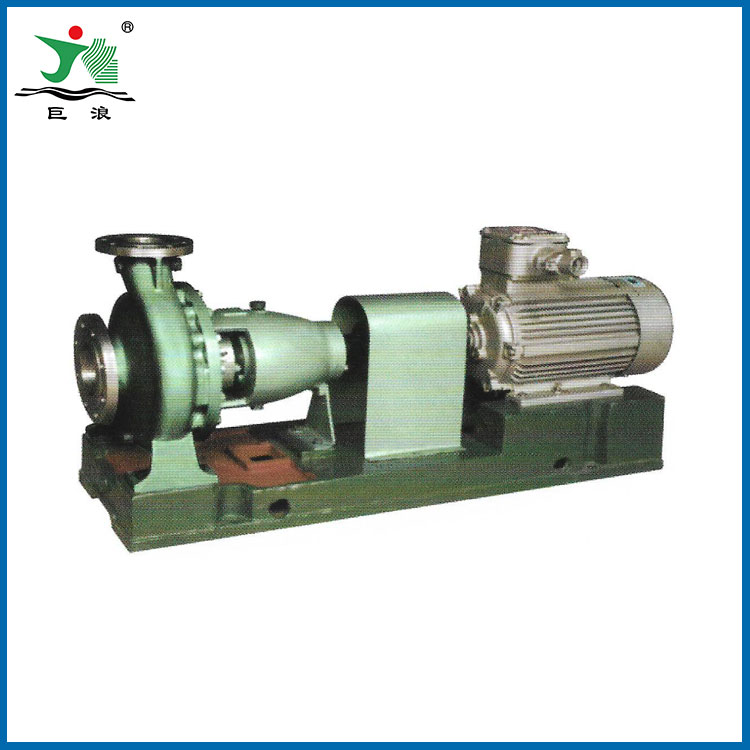
The Reason Why the Chemical Pump Does Not Discharge Water
2021-06-29
The role of chemical pumps
1. The chemical pump is used to remove impurities in water, pump clean water, and supply water.
2. It has the functions of stable and reliable performance, good sealing performance, convenient use and convenient maintenance
3. Used for fire fighting and irrigation.
4. Suitable for pumping corrosive liquids from bottles, barrels, cylinders, pools or other large containers.
5. It is widely used in industrial and urban water supply and drainage, and can also be used for irrigation and drainage of farmland and orchards, for transporting clear water or other liquids with similar physical and chemical properties to clear water.
The reason why the chemical pump does not produce water
1. The water inlet pipe is blocked by debris. The solution is to remove the blockage by disassembling the inlet pipe after shutting down the machine.
2. The pump cavity is damaged by the inhaled debris. The solution is to replace the impeller or clean up the blockage in the pump after shutting down.
3. The mechanical seal of the chemical pump is damaged, and the mechanical seal leaks.
4. The temperature of the conveyed liquid is too high. The liquid contains a lot of steam, which causes the gas to be unable to be discharged, and cavitation occurs. It is recommended to install an automatic exhaust valve at the outlet or on the pipe to avoid sudden water failure during operation.
5. Due to the long aging of the inlet pipe joints, there is a phenomenon of poor sealing, which is caused by inhaling a large amount of air during operation.
6. The water inlet depth of the bottom valve is not deep enough. After the water level drops, the inlet pipe sucks in a lot of air. At this time, the submerged depth of the suction pipe should be deepened to ensure that the stainless steel chemical pump can absorb water normally.